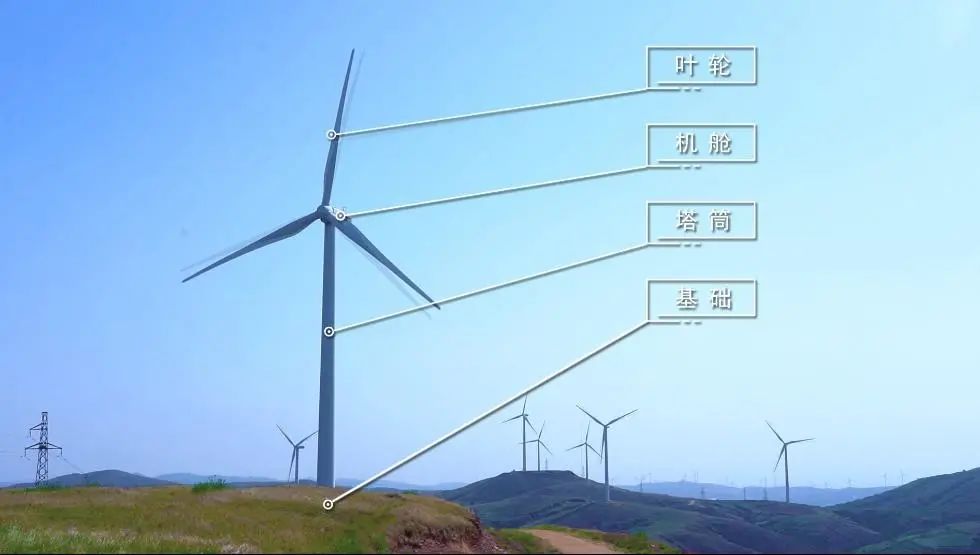
【科普】杵着还迎风不倒,风电塔筒是怎么长高的?

塔吊“长高”的方式我想大家已经了然于胸了:

那么,风机的塔筒是如何长高的,大家都了解吗?
其实关于这个问题咱们在2019年讨论过,因为当时发生了一件塔筒折弯的事故,我们看到事故图片时肉眼直观的感觉塔筒应该是一体的:

所以就有了下面这种错误的思路:一次成型、一次扶正:
海上风机是如何安装的时候
海上如此,陆地依然是这样的,一节一节的连接起来:

塔筒安装的过程还算是简单一些,真正咱们今天聚焦的是,这一节一节的塔筒小段是如何制作出来的。
整个的工艺流程如下:
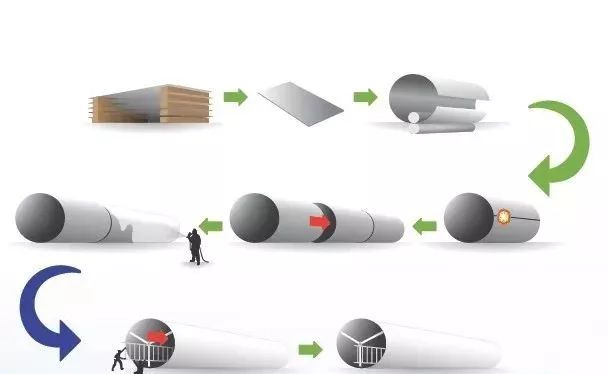
接下来咱们转载一下中国十九冶工安公司制作塔筒的过程,大家能更直观、深入的了解一下它的制作了:
第一道工序:下料
01
数控切割下料
原材料钢板经过入厂检验,材料复验,最终来到了下料车间,正式开始了第一道工序——下料。

数控切割机
工安公司制作的一套风电塔筒高70-90米不等,为减少焊接带来的变形,将被切分成几十节,分别焊接后再进行组装。
塔筒钢板下料全部采用数控火焰切割机,严格控制零件尺寸。
数控切割机下料完成后,质检人员对每块零件进行检查,并填写工序传递卡。
02
开设坡口
通过半自动切割机对钢板进行坡口开设,并对坡口上氧化铁、氧化渣进行打磨,为下一步焊接做好前期准备。

开设坡口
在进入下道工序前,每块钢板上均会写上表示零件号、控制轴线等,以便识别。

零件号及轴线
第二道工序:卷圆
下一步,便是将切制好的钢板用上辊卷板机进行卷圆。

卷圆
在卷圆完成后,质检人员对卷管质量进行检查,合格后才会进入到下一工序。
第三道工序:纵缝焊接
卷圆后的钢板将进行第一次焊接,即纵缝焊接。

纵缝焊接
在纵缝焊接前需对坡口的氧化铁、飞溅等进行清除,加设引弧板,对焊剂进行烘烤,提高焊接质量。

加设引弧板
由于纵缝焊接会引起筒节的收缩变形,导致其椭圆度不满足设计要求,此时需要通过校圆使其误差在允许范围内。

校圆
第四道工序:组对
在进行最后的焊接之前,首先需要将筒节与法兰、筒节与筒节之间进行组对。
01
筒节与法兰间的组对
法兰常用于管端之间的连接,法兰与筒体的焊接必须在筒体组对前进行焊接,所有法兰间用工艺螺栓把紧。

筒节与法兰间的组对
02
筒节与筒节间的组对
筒节与筒节间的组对将在组对台车上进行,两节筒节需在自然状态下闭合。

筒节与筒节间的组对
第五道工序:环缝焊接
筒节在组对后,下一步,就是进行环缝焊接。环缝焊接采用埋弧自动焊,采取双面焊接。首先进行内壁坡口焊接,再将外壁清根露出焊缝坡口金属,最后进行外壁焊接。

焊接滚轮架
在正式焊接之前,首先介绍一个非常重要的小帮手,那就是焊接滚轮架。
筒节将放在焊接滚轮架上,通过控制滚轮使筒节转动,来进行内壁及外壁的焊接。

环峰焊接(内壁)

环峰焊接(外壁)

焊接完成的筒节
通过多次环缝焊接,一个个筒节就这样连接起来了。
第六道工序:塔筒防腐
为使塔筒使用年限达到规定,需要对塔筒进行防腐处理,这道工序也很重要。首先会对完成焊接的塔筒进行喷砂除锈。

喷砂除锈
随即转入防腐车间进行喷漆,由于喷砂除锈后的表面须尽快涂漆,喷漆工人会在4小时内完成底漆的喷涂工作。

喷涂底漆
涂漆完成后的塔筒表面不得受到雨、雪侵湿,也不得在阳光下暴晒,塔筒会在室内保存,直到底漆固化。
第七道工序:内附件安装
在风电塔筒的内部,一般有平台、栏杆扶手、灯具等内附件,风电塔筒制作完成前的最后一步,便是安装内附件。

塔筒内部管母线安装

塔筒内附件安装完成
第八道工序:成品运输及安装
制作完成的风电塔筒,装上包装布,即可装车运往安装现场。

风电塔筒装车

即将出发的运输卡车
经过一路运输,一套套风电塔筒抵达施工现场,随即进行吊装安装。

吊装安装
至此,一套风电塔筒的制安流程已经全部完成。
每个公司的工艺都大同小异,通过下面这个短视频咱们再大致的了解一下:
风电塔筒是机组里很重要的一部分
它不仅撑起了整个机组
还能吸收机组振动
让这个大风车屹立不倒

风电机组
塔吊长高了
塔筒长高了
你的知识也长高了
争取我们直观学机械的每位读者
在新的一年里工资渐长
资料来源:中国十九冶 来源:机械前沿
原标题:《【科普】杵着还迎风不倒,风电塔筒是怎么长高的?》